






Non asbestos, PVA fiber reinforced cement corrugated roofing sheet production line:
An introductory document
This document try to give an overview information of the PVA fiber reinforced cement corrugated sheet production line. It means for general audience and should not be considered as technical proprosal.
Copyright © VITD Co. Ltd.
All rights are reserved. This document or any part thereof may not be copied or reproduced without permission in writing from VITD Co. Ltd.
CONTACT INFORMATION:
Mr. Nguyen Thanh Hung
Head of Imp & Exp
Vietnam Investment and Technology Development Company Limited. (VITD Co., Ltd)
Office: 3th Floor, Bldg 25T2, Hoang Dao Thuy, Trung Hoa, Cau Giay, Hanoi
Hanoi, Vietnam
Tel: (+84)35574091/95
Mobile: (+84)915240240
Fax: (+84)35575239
Website: http://www.duragreen.vn
Website: https://www.duragreen.biz/nutechroof
ABOUT VITD:
Vietnam Investment Technology Development Co. Ltd. (VITD) is a Hanoi base business entity. At VITD, we specialize in trading, import- export, distribution, manufacturing and franchising. We always lays focus on the area of technology, technology transfer and the course of sustainable development.
Over time, we have a strong sale and technical team to serve our clients at best. Our sale team are among the best in the field as well as our technicians which always proven more than just competent.
FIBRE-CEMENT HATSCHEK TECHNOLOGY:
The original process for fiber-cement manufacturing was developed by Ludwig Hatschek at the end of 19th Century based on the paper industry. Since then, Hatschek process has been subjected to constant improvements to achieve higher output and better performance without affecting its basic principle: filtering a dilute suspension of cement on a rotating cylinder sieve. The thin layer obtained by filtration is transferred and accumulated in cylindrical presses, until the desired thickness. Later the green sheet is cut and conformed as a corrugated sheet or flat panel. Even today, this process is widely used: almost 85% of fiber-cement products sold in the World are produced by Hatschek process. On the other hand, composition has experienced new developments by incorporating mineral and synthetic fibers, chemical additives and cements with new characteristics.
ASBESTOS BAN:
Fiber cement asbestos based products had been widely used in the world due to their versatility as
corrugated and flat roofing materials, cladding panels and water containers presented in large number of building and agriculture applications.
Following the worldwide movement for replacement of asbestos fiber, manufacturers started to look for new alternatives for fiber reinforcement which comply with Hatschek machines and provides good performance and high functional durability products. In addition to long term durability, compatibility to Portland cement matrix, process ability, availability and cost, alternative fibers for reinforcement must have high mechanical properties. High tenacity, high modulus and reduced elongation at rupture are considered key attributes.
PVA FIBER AS AN ALTERNATIVE TO ASBESTOS FIBER:
It is apparent that the long-term durability under hostile environments is required for a reinforcement material used in roofing. PVA fiber have been used as a reinforcement material of cement for more than 25 years because they have high alkaline resistance and high tensile strength. In fact, it was confirmed that the tensile strength of the fiber in cement sheet has kept their original levels after about 20 years outdoors exposure test. The change of tensile strength of the fiber with time is generally very small.
Testing of Kuralon 5501 (PVA filament yarn manufactured by Kuraray, JAPAN):
Yarn count and number of filament: 2000 dtex / 1000 filaments
Tensile strength : 196 N
Elongation at break : 6.7%
Elastic modulus : 4060 N(26.4 GPa)
Loss on boiling for 30 minutes : less than 1%
A MODEL OF NON ASBESTOS (ASBESTOS FREE) CORRUGATED SHEET PRODUCTION LINE:
Features of the Asbestos free corrugated sheet production line:
Capacity: 4 tons of processed materials
Cycle time: 18 seconds for 2 sheets
Labor required: 12 to 15 persons/8 hrs shift
Total power consumption: 400KW aprrox.
Corrugation forming method: Atmospheric corrugation method
Required space: 1500 m2
Standard compliance: TCVN 4434:2000; JIS A 5430:2004 ; KS L 5114:1998; ISO 9933:1995
Other Product Types: Asbestos free flat sheet
 |
| Asbestos free corrugated sheet production plant - first version |
PULP PREPARATION:
The first stage of the production called pulp preparation. Craft paper are deposited into the vertical mixer for mixing-up with water. The mix is then pumped into fine mixer unit which consists of four rotary paddle mixers and an intermediate silos. The fine mixer unit is controlled automatically in order to obtained required finess of the mix. This is an important step since the fineness can directly affect the physical property of the pulp as well as filtering property. After these required properties are achieved, the mix became slurry mix and transferred into a reservoir tank. The slurry mix will then get proportioned with other materials in later stage.
 |
| Cellulose Unit - 3D model |
 |
| Cellulose Unit - 1st version |
PVA FIBER PREPARATION:
PVA fiber are kept in pre-weighted package measured or weighed by automatic scale, then dropped into the pre-mixer which consist of two reversing plates and are broken into finer form. After the pre-mixer, PVA fibers are then sucked into pneumatic piping system which then get completely separated into ‘single’ fiber. This way the fibers will disperse better and avoid caking effect. Separated PVA fibers continue traveling down the pneumatic piping system to the de-pressurizing chamber and then dropped into the vertical hydraulic mixer and dispersed into the slurry mix. One-component slurry mix then pumped at given dosage into the hydraulic vertical mixer. At this stage, cement and water are added by automatic dosing system to get the two-component slurry mix. Other additives namely silica fume and bentonite are also added by pre-programed dosage at this stage. PVA fiber are again added to the two-component slurry mix to get the three-component slurry mix. The mix continues moving into the turbo-mixer and adding of other additives also taking place.
GREEN SHEET FORMING PROCESS:
The slurry mix then pumped into the green sheet forming unit. A notable difference compare to other mixing method is where this technology required the PVA fiber to disperse completely in the mix. Complete dispersion ensure the physical property of the finished sheets.
The green sheet forming unit starting with the rotary distributing mixer. The mix consist of paper pulp, PVA fiber, cement and other additives of smaller proportion. The mix is stored in the distribution mixer to avoid any setting taking place and later transferred into the green-sheet forming tank at a fixed rate at a certain time interval. The distribution mixer also adds the ‘muddy water’ automatically to maintain necessary water proportion in the mix. By the principle of hydrostatic pressure and filtering a dilute suspension, the materials are settled or accumulated on the cylindrical presses, one layered upon another. When the required thickness is achieved, automatic cutter will detach the green sheet from the rotating cylinder sieve. The green sheet is then moved to the 1st conveyer belt. The green sheet continue moving into the 2nd conveyer belt in which they are precisely cut by the vertical and horizontal cutter. Length and width of the sheet are achieve. The green sheet is picked-up by the air-suction forming unit then laid down onto the metal mould. The green sheet got its shape. The forming process is finished.
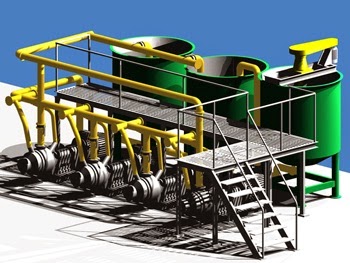
Hatschek Machine: 03 or 04 Suspension Vats: It can be moved out for cleaning and maintaining (removable Vat).
 |
| Non asbestos produciton line: Hatschek Machine Model (04 Suspension Vats) |
 |
| Non asbestos sheet production line: Hatschek Machine Model(03 Suspension Vats) |
CURING:
Next, the fresh sheets are stacked on to trolley and transported to the steam curing chamber. The steam chamber accelerates the curing process. After roughly 3 hours, the product got its required initial strength and can be demoulded by automate stacker unit. Fresh sheets are then moved out for normal air-curing. The metal moulds are returned to use for the next production cycle. The process flow chart are similar to the asbestos fiber cement production flow chart with few differences in equipments and cycling speed. This is one of the main objective while of the initial study, especially with conversion project, of existing asbestos production line to asbestos free at minimal cost.
 |
| Stacker with Corrugators Machine |
The study and transferring of technology was done in 2003 in first pilot version of production line installed in 2004.
For all general inquiry: | |||
GM:
|
Mr. Hung Nguyen
| ||
Cell #:
|
+84.915.240.240
| ||
Email:
|
nguyenthanhhung
|
@
|
vitd.com.vn
|
For consumer and industrial goods | |||
SE:
|
Ms. Hoa
| ||
Cell #:
|
+84.977.330.189
| ||
Email:
|
sales01
|
@
|
vitd.com.vn
|
SE:
|
Ms. Nga
| ||
Cell #:
|
+84.166.312.1529
| ||
Email:
|
sales02
|
@
|
vitd.com.vn
|
For minerals | |||
SE:
|
Ms. Lily
| ||
Cell #:
|
+84.986.725.562
| ||
Email:
|
sales03
|
@
|
vitd.com.vn
|